Using Integrated Fixed Film Activated Sludge (IFAS) to Increase Capacity
IFAS systems are being implemented at an increasing number of wastewater treatment facilities to expand the capacity of the activated sludge system in the same tank volume. Hazen and Sawyer completed a demonstration of an IFAS system successful in achieving nitrification with less than 50 percent of the volume required for a conventional system.
Related Solutions:



Although the benefits are significant, IFAS systems also come with several physical requirements that must be carefully considered in the design and operation of these systems:
Mixing – adequate mixing must be provided to ensure that free floating media remains uniformly distributed.
Turbulence / Sloughing Energy – The mixing energy provided by the aeration system is critical for sloughing of biomass and the creation of a thin biofilm.
Aeration for nitrification systems – higher dissolved oxygen concentration (typically 3 to 4 mg/L) is required in the suspended phase to ensure that the biofilm is completely aerobic.
Effluent screens – For free floating systems, effluent screens must be installed to contain media within the reactors.
Foam removal / accumulation – Because of the need to retain free floating media within the IFAS cells, accumulation of foam is a common issue with IFAS systems.
Hazen and Sawyer, in conjunction with another consultant, completed a year-long, full-scale demonstration of the IFAS technology at the City of Greensboro, NC. The demonstration was part of an evaluation of process options for Greensboro to meet stringent nutrient limits at its two plants: the T.Z. Osborne Water Reclamation Facility (WRF), rated at 40 mgd, and North Buffalo Creek WRF, rated at 16 mgd. The watershed TMDL requires reductions in the discharge of both total phosphorus and total nitrogen by 2021; estimated limits are 5.3 mg/L TN and 0.66 mg/L TP at maximum month flows.
Typically, IFAS systems are pre-purchased or procured prior to final design. Often, sole source negotiations are used to procure the technology. During this project, specifications were developed to allow competitive bidding of IFAS systems in a traditional design-bid-build format. For the pilot demonstration, one activated sludge tank and one final clarifier was completely separated from the rest of the activated sludge system at the plant. Modifications were made to implement a 3.5- mgd capacity, full-scale IFAS demonstration pilot while taking advantage of the existing reactor zones and structures.
AnoxKaldnes was the selected supplier of the media and IFAS aeration system. Three separate IFAS cells were established in the pilot (Cells D, E, and F). AnoxKaldnes K3 media was placed in each IFAS cell to a fill fraction of 35%. The three cells provided a unique opportunity to examine biofilm performance under three distinctly different loading conditions.
The demonstration operated for a one-year period wherein sampling and analysis of multiple parameters were performed by plant staff three times per week. In addition, weekly process profiles and additional analysis were performed by the team, and biomass accumulation on the media was also quantified weekly for each of the three IFAS cells in the demonstration basin.
Solids Inventory
The amount of biomass that can be maintained on the media has a significant impact on IFAS capacity and performance. An active attached biomass was observed throughout the demonstration period, but the nature and composition of the attached bio- mass in each IFAS cell differed and changed over time. The quantity of attached growth is influenced by a number of operational and environmental conditions, including soluble biodegradable COD loading, MLSS concentration, temperature, and DO concentration. Attached growth responded quickly when loading conditions changed in the system. Generally, media biomass in the range of 5 to 15 g TSS/m2 were easily created and maintained during the demonstration. Specific values for use during design were determined as a function of loading conditions.

Nitrification
In general, consistent nitrification was achieved in the three IFAS cells, corresponding to approximately 50% of the volume required in a conventional system and at higher loading rates. The fixed film biomass represented up to 50% of the total biomass in the system. The system achieved nitrification, even at temperatures of approximately 15 °C and total aerobic SRTs of approximately 5.5 days. Suspended phase biomass had an aerobic sludge age of as low as 3.6 days, and the attached biomass provided much of the nitrification activity during colder temperatures.
Aeration
The aeration requirements for IFAS systems must be considered both from a capital cost and long-term operating cost perspective. Suspended phase oxygen concentrations must be higher than typical (i.e. 3 to 4 mg/L) to remove any kinetic limitations associated with oxygen diffusion through the biofilm layers. The amount of air required is also influenced by the oxygen transfer efficiency of the aeration device used for the installation. During this pilot, higher air flows relative to conventional processes were observed. There was no evidence of higher than expected oxygen transfer efficiency relative to design values used for the test.
Foam
Because free floating media must be retained in the activated sludge tanks, natural foam traps are often created in IFAS systems. Typically, the only way to combat foam is to use defoamant sprays and or provide temporary wasting of surface foam from the system. During the pilot, plant operation and maintenance staff developed a vertical bar screen system that was mounted near the water surface that successfully retained media while passing foam. The screen had ¼-inch openings and was supported at top and bottom. A spray nozzle was directed at the bars, and the screen design was modified to allow for slanting toward the direction of flow.
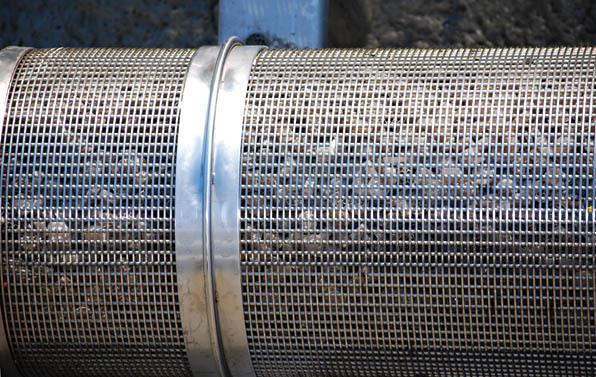
Retention of IFAS Media / Hydraulics
Containment of IFAS media is normally accomplished through the use of submerged effluent cylindrical screens. Headloss above values recommended by the manufacturer was a significant issue at times during the pilot. When coupled with foaming events, the excessive headloss reduced the amount of air that could be supplied to the basins, especially when the foam was present.
Accumulation of Debris in IFAS Cells
During the operation of the IFAS demonstration, a significant amount of floatables and debris were noticed in the first IFAS cell. The cause of the buildup was recycled scum and bypass from influent screens. The observations of the pilot underscored the need to use caution in consideration of upstream screening. Screens should have openings less than 6 mm (the smaller the better), and conditions causing bypass of debris should be minimized.
The IFAS demonstration was extremely valuable, allowing the City and the design team to gain an understanding of full-scale design and operations issues associated with an IFAS system. The demonstration was successful in achieving nitrification with less than 50% of the aerobic volume required in a conventional system. The information gathered during the pilot will be used for a more detailed evaluation of full-scale costs of both the conventional and IFAS process options.